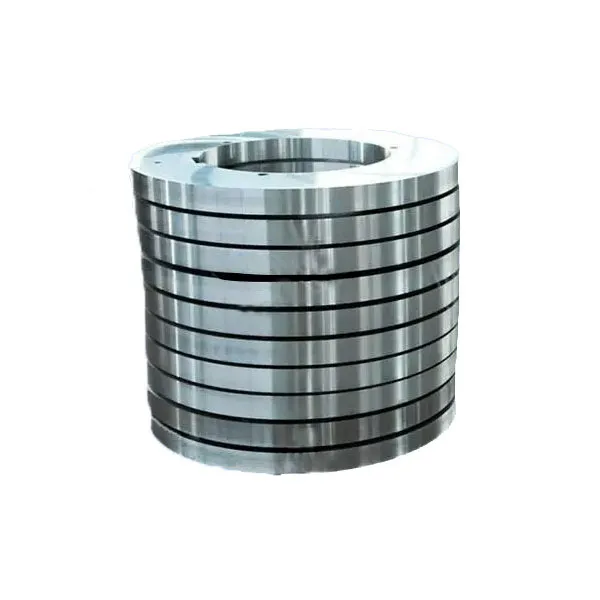
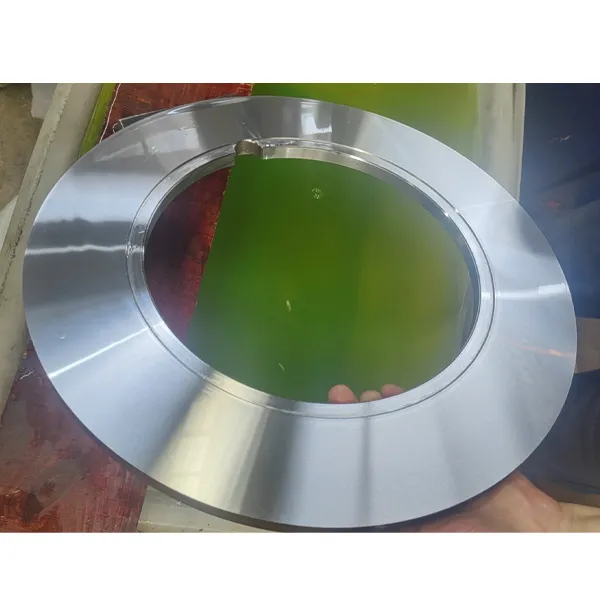
If you work around coil-processing lines, you already know the heartbeat of production is the Circular Slitter. I’ve stood on enough catwalks above stainless and aluminum lines to see how a good blade turns noise into rhythm—and a bad one turns margin into scrap. Here’s what’s actually moving the market and what the latest slitting disc cutters are doing differently.

Industry trends I’m seeing
– EV battery foils and appliance-grade stainless demand cleaner edges and tighter burr specs. – Plants want longer service life and predictable changeovers, so coating and cryo-treat cycles matter more than brand stickers. – Data-backed QC is replacing “feel.” Edge burr height and runout are now logged like uptime. Honestly, it’s overdue.
What a modern Circular Slitter looks like
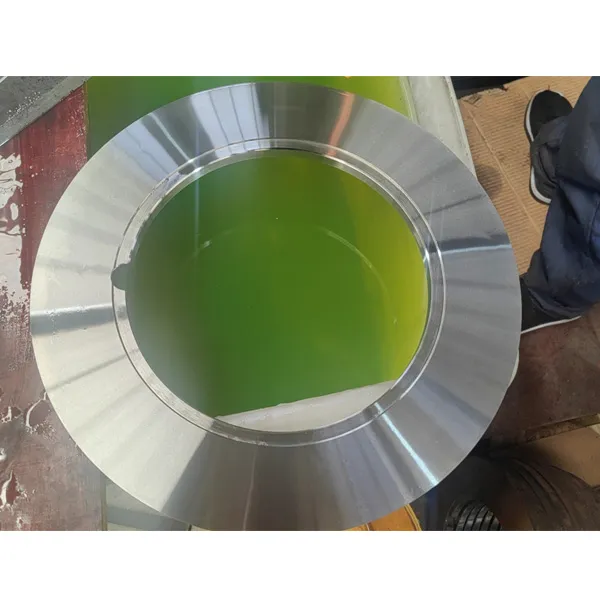
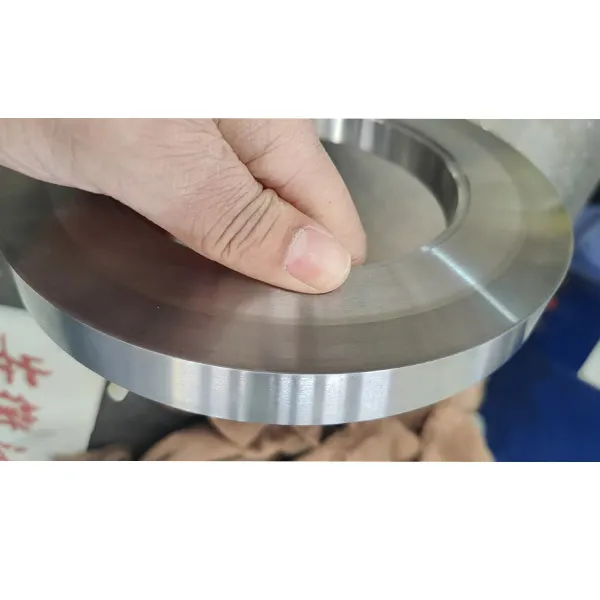
Materials: HSS (M2, D2/Cr12MoV), PM-HSS, and tungsten carbide for tough coil schedules. Methods: vacuum heat-treatment, cryogenic stabilization, multi-axis CNC grinding, fine lapping, and PVD coatings (TiN/TiCN/AlTiN) where heat’s a bully. Testing: Rockwell per ASTM E18, surface roughness per ISO 4287/4288, rotor balance references per ISO 21940. Real-world? Many customers say coated PM-HSS gives ≈1.5–3× life on stainless.
| OD range | 80–610 mm ≈ |
| Thickness | 0.8–20 mm typical |
| Materials | HSS (M2), D2, PM-HSS, WC-Co carbide |
| Hardness | HRC 58–64 (HSS), HRA 89–92 (carbide) |
| TIR/Runout | ≤0.01–0.02 mm typical |
| Surface roughness | Ra ≤0.2 μm edge land |
| Coatings | TiN, TiCN, AlTiN (application-based) |

Process flow, briefly
– Steel selection per ISO 4957 → Forging/PM → Vacuum heat treat + cryo → CNC OD/ID/thickness grind → Fine lapping → Edge hone → Dynamic check → PVD coat → Final inspection (hardness, runout, Ra). Service life: around 80–200 hours on stainless with PM-HSS + AlTiN at moderate loads; more on aluminum. Your line speed, clearance, and coil condition change the story.
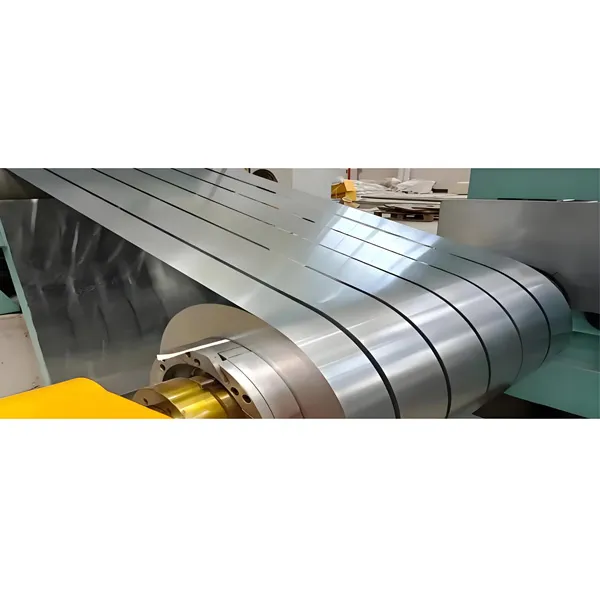

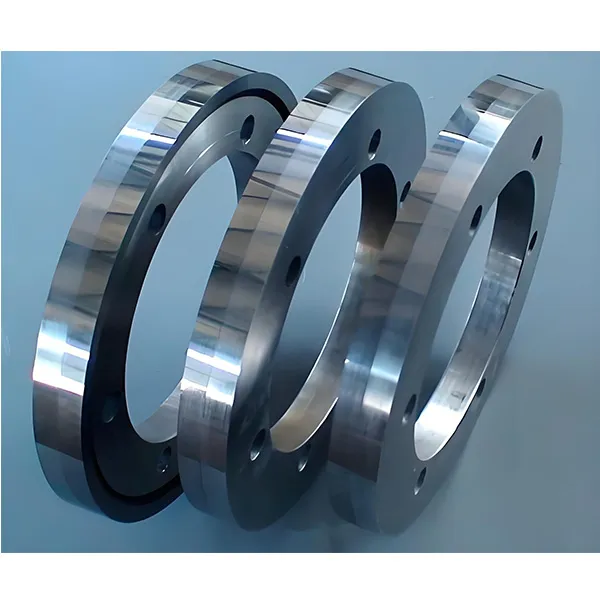
Applications that actually matter
– Stainless 0.15–4.0 mm, coil centers and appliance lines. – Aluminum 0.2–3.0 mm, HVAC and can-body. – Copper/brass foils, battery/web converters. – Hot/cold-rolled and pickled steel. Feedback we hear a lot: smoother cuts, calmer payout, fewer tension spikes—surprisingly, setup time drops when burrs behave.



| Vendor | Certs | Edge life test | Customization | Lead time |
|---|---|---|---|---|
| MechBlades (China) | ISO 9001 | 1.8–3.0× vs base HSS on 304 | OD/ID/edge/coating | ≈2–4 weeks |
| EU OEM | ISO 9001 | 2.0–3.0× | Broad | 4–8 weeks |
| Generic Importer | Varies | 0.8–1.5× | Limited | Stock/variable |

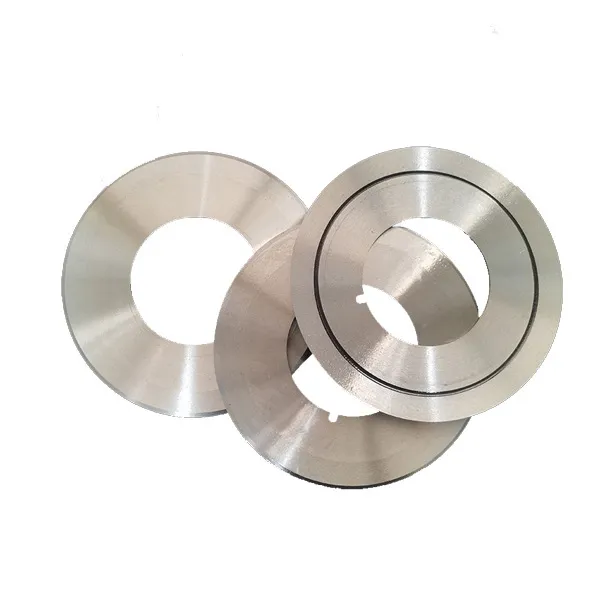
Customization that moves the needle
Edge profiles (single/dual bevel, micro-hone), clearance matching by material, carbide vs PM-HSS selection, ID fits and keyways, plus coatings tuned to heat and alloy stickiness. To be honest, matching clearance to material hardness does more for burr than any marketing claim.

Two quick case notes
– Appliance steel line (0.7 mm CRS): PM-HSS + TiCN cut burr by ≈28% and extended intervals from 10 to 18 hours. – Stainless service center (1.2 mm 304): carbide top, PM-HSS bottom reduced edge rollover; yield up about 0.6%. Small change, big money.




Company and compliance
Circular Slitter blades from MechBlades, No.22, North of Tangxiqiao, Luoxi Town, New North Area, Changzhou City, Jiangsu Province, China. 213002. ISO 9001-managed QC; hardness per ASTM E18; texture per ISO 4287/4288; tool steels per ISO 4957; rotor balance framed by ISO 21940 guidance. Many shops add incoming checks with calibrated Rockwell testers—smart move.


Final thought
Specs get you shortlisted; edge behavior keeps you loyal. If your burr charts look jumpy, start with clearance, then coating, then base steel. In fact, that order solves most “mystery” problems I’m asked about.
- ISO 4957:2018 Tool steels.
- ASTM E18 Standard Test Methods for Rockwell Hardness of Metallic Materials.
- ISO 4287/4288 Geometrical product specifications — Surface texture.
- ISO 9001:2015 Quality management systems — Requirements.
- ISO 21940 (series) Mechanical vibration — Rotor balancing.
Changzhou Binsheng Metallurgical Machinery Co., Ltd. stands as a premier manufacturer of industrial cutting blades and precision metal components,granulator blades manufacturer strategically positioned in Jiangsu Province’s advanced manufacturing cluster within China’s Yangtze River Delta economic zone. Meat grinder, chip cutter blade manufacturerWith two decades of continuous innovation and technical refinement,chipper knives for sale we have evolved into a technologically sophisticated enterprise recognized for our metallurgical expertise and manufacturing excellence.shear blade