If you spend your days around slitters, tube mills, or bar-cutting cells, you already know why a high speed steel saw still punches above its weight. Yes, carbide gets the headlines, but HSS keeps showing up on shop floors because it’s tough, forgiving, and—when spec’d right—frankly cost-efficient.
Industry trend check: I keep hearing buyers say they’re dialing in surface finish and burr control more than ever, especially on 300/400-series stainless and AHSS. That’s nudging teams toward PM-HSS, M35/M42 cobalt grades, and smarter coatings (TiN, TiAlN, AlCrN). In fact, with proper tensioning and balancing, a high speed steel saw can rival carbide on thin-wall or vibration-prone setups—without the same chip-out anxiety.

Typical Specification Snapshot
| Material | M2, M35 (5% Co), M42 (8% Co), PM-HSS |
| Hardness | ≈ HRC 64–68 (real-world use may vary) |
| Tooth Forms | DIN 1837 A (fine), DIN 1838 B (coarse), variable pitch |
| Coatings | TiN, TiAlN, AlCrN; uncoated for softer alloys |
| Runout/Flatness | ≤ 0.03–0.05 mm typical; G6.3 balancing (ISO 1940-1) |

Where it shines
– Tube and pipe mills (304/316, DP steels) • Coil slitting heads • Bar/solid cutting • Aluminum extrusion cutoff • Small-section profiles where damping matters. Many customers say a high speed steel saw simply “feels” calmer at the spindle.

Process flow (how good blades happen)
Materials: certified M2/M35/M42 or PM-HSS (per ASTM A600, ISO 4957). Methods: forging/PM → normalization → CNC tooth grinding → stress relieving → hardening/tempering → tensioning → balancing → coating. Testing: hardness (HRC), microstructure, runout/flatness, bore tolerance, balance per ISO 1940-1. Service life: I’ve seen 15–30% longer tool life with TiAlN on stainless; M42 often adds another 10–20% on top.

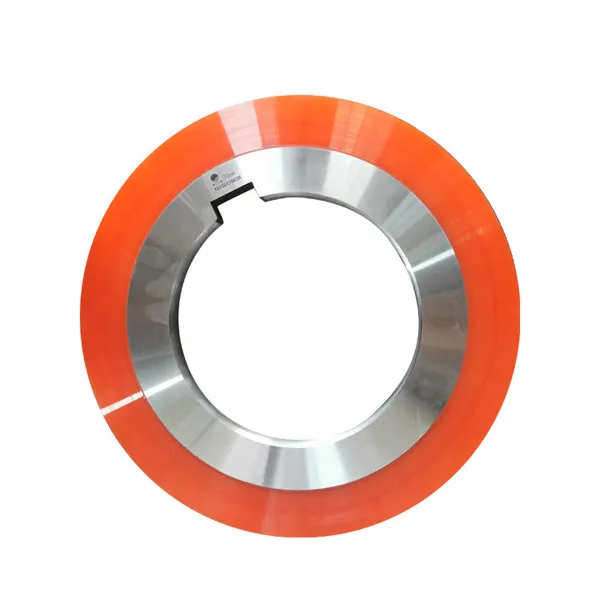
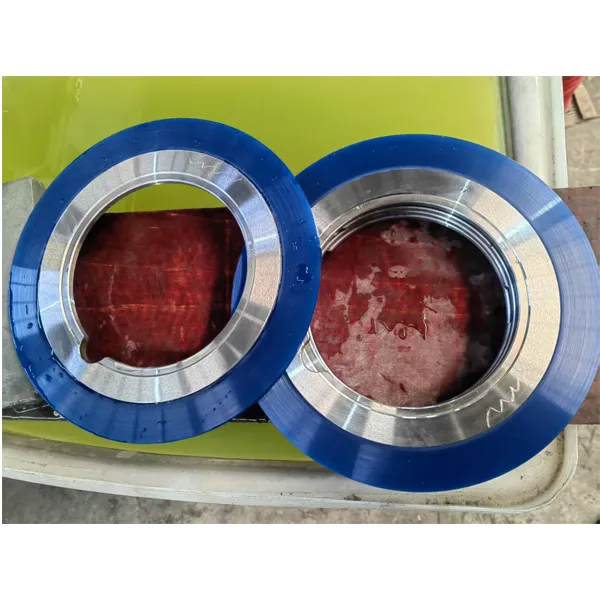
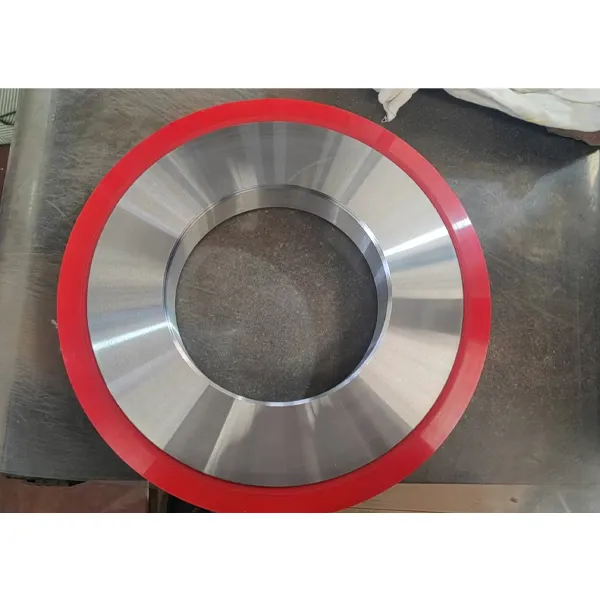
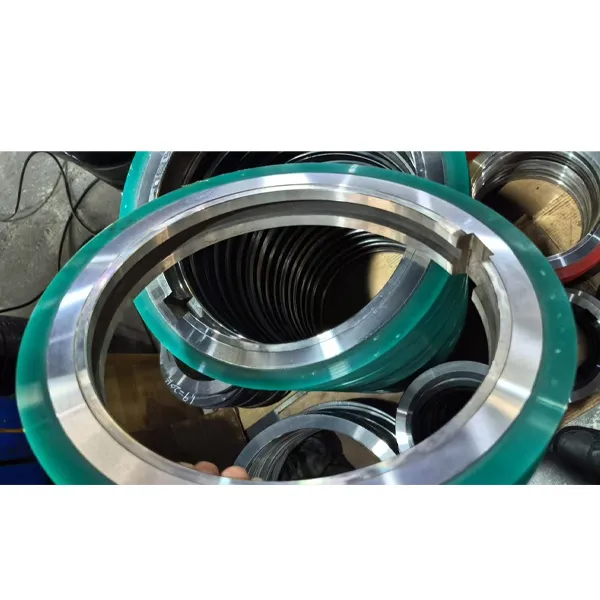
Don’t forget the spacers (quiet hero)
In slitting, accuracy lives or dies by spacers/washers. Spacers control blade separation and horizontal gap—huge for width precision and chatter control. The Steel Mill Spacer from Mechblades (Changzhou, China; No.22, North of Tangxiqiao, Luoxi Town, New North Area, 213002) is designed for stainless, aluminum, copper, cold/hot-rolled and pickled plates. Pairing quality spacers with a high speed steel saw cuts burrs and keeps width tolerance happy.
Real test data (shop-floor, not lab)
304 tube mill, 2 mm wall: M2 uncoated averaged 1,800–2,200 cuts; M42 + TiAlN hit ≈2,600–3,000 cuts with 12–18% better edge finish. Another line cutting DP600 strip saw 0.04 mm width scatter drop to 0.02 mm after spacer/balance optimization—surprisingly big for scrap reduction.
Vendor comparison (quick take)
| Vendor | Strengths | Certs / Lead | Customization |
|---|---|---|---|
| Mechblades (Steel Mill Spacer + HSS saw ecosystem) | Spacer accuracy, balanced blade sets, coil/slitting focus | ISO 9001; ≈2–4 wks | Bore/Keyway, DIN 1837/1838 tooth, coatings |
| Vendor B | PM-HSS portfolio, micro-tooth profiles | ISO 9001; ≈3–5 wks | Custom pitches, special bores |
| Vendor C | High-volume standard sizes | ISO 9001; ≈1–2 wks | Limited options |

Customization tips
– For stainless: M42 + TiAlN, fine pitch; steady coolant. – For aluminum: M2 uncoated or TiB2; larger rake. – For slitting: pair matched blades with precision spacers; target G6.3 balance. To be honest, getting the spacer stack right sometimes saves more than chasing exotic coatings.
Mini case study
Automotive service center, AHSS slitting: switching to matched M35 blades, G6.3 balance, and Mechblades spacers cut regrind frequency by ~22% and trimmed burr height from 0.12 mm to 0.06 mm. The line chief’s words, not mine: “The stack finally behaves.” A high speed steel saw isn’t flashy—but it’s dependable.

Certifications and standards
Look for ISO 9001 plants, materials per ASTM A600 / ISO 4957, and balancing per ISO 1940-1. Also, DIN 1837/1838 tooth forms are a helpful common language for engineering drawings.
Citations
- ASTM A600/A600M – Standard Specification for High Speed Tool Steel. https://www.astm.org/a0600_a0600m-22.html
- ISO 4957 – Tool steels. https://www.iso.org/standard/4957.html
- ISO 1940-1 – Balance quality requirements for rotors. https://www.iso.org/standard/21573.html
- ISO 9001:2015 – Quality management systems. https://www.iso.org/standard/62085.html
Changzhou Binsheng Metallurgical Machinery Co., Ltd. stands as a premier manufacturer of industrial cutting blades and precision metal components,granulator blades manufacturer strategically positioned in Jiangsu Province’s advanced manufacturing cluster within China’s Yangtze River Delta economic zone. Meat grinder, chip cutter blade manufacturerWith two decades of continuous innovation and technical refinement,chipper knives for sale we have evolved into a technologically sophisticated enterprise recognized for our metallurgical expertise and manufacturing excellence.shear blade